五感を駆使し0.1mmの穴を掘り進む
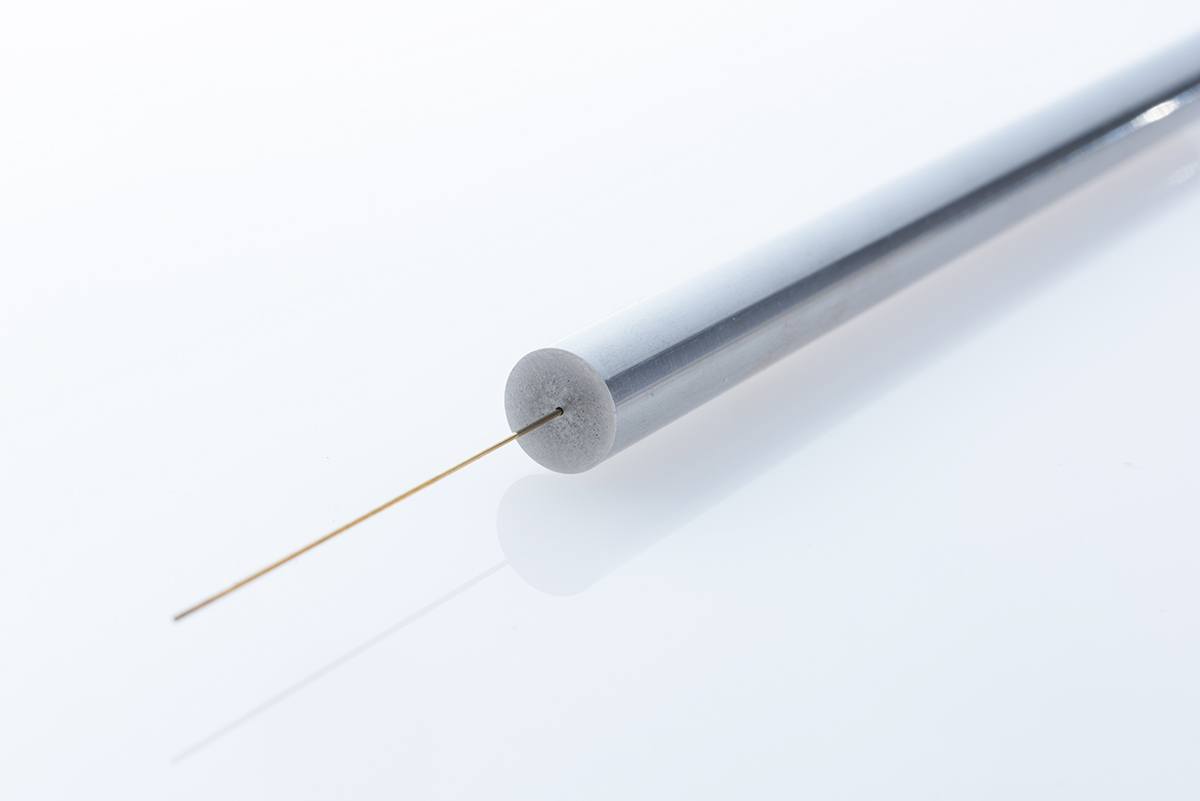
金属に細く深い穴を開けるには、ドリルを使って切削するか、電極を使って放電するかの大きく2つの加工法がある。株式会社エストロラボは、このうち細穴放電加工を専門に手がける。「これが電極です」。そう言って工場長の塩谷氏が差し出した長さ20cmほどの真鍮製の棒の直径は0.1mm。指で挟んで持つとビヨンビヨンとたわむほど繊細だ。この電極を加工対象物の金属に垂直方向に当て、先端部に微細な電流を断続的に発生させると火花が飛び、その熱で金属を溶かす。電極はパイプ状になっており、その中を水が通って高温部を冷却すると同時に、溶けた金属を出しながら掘り進んでいく。
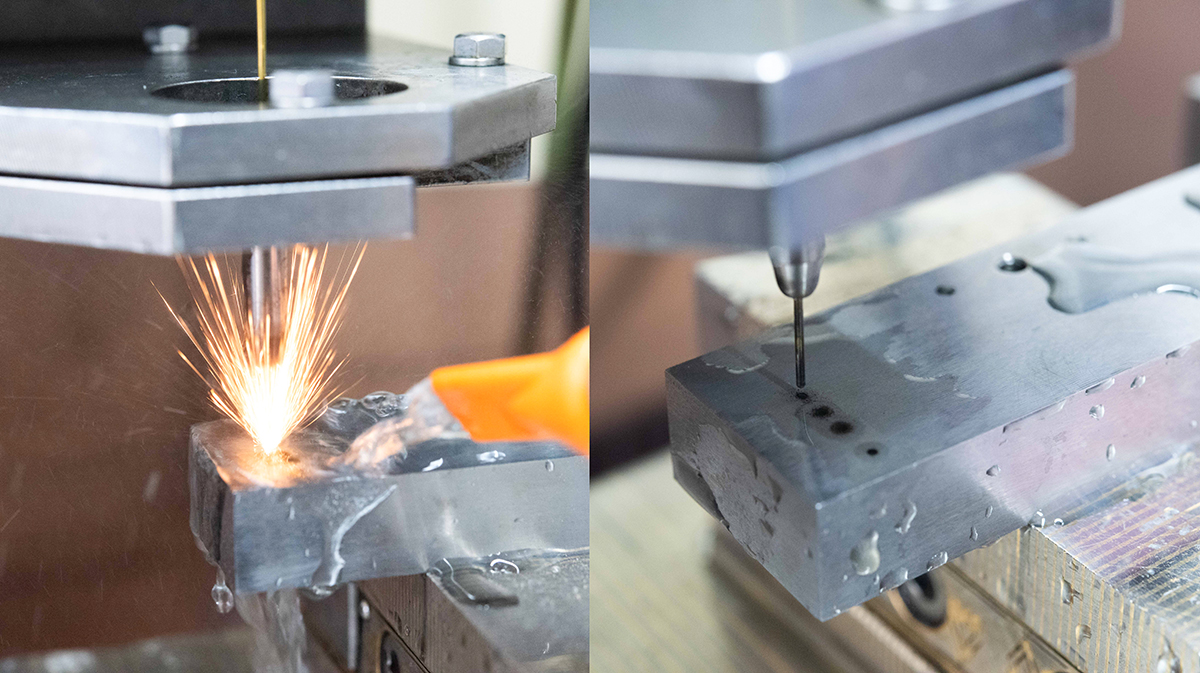
すべて手作業で精度を合わせ(右)、熱で金属を溶かしながら掘り進んでいく(左)。
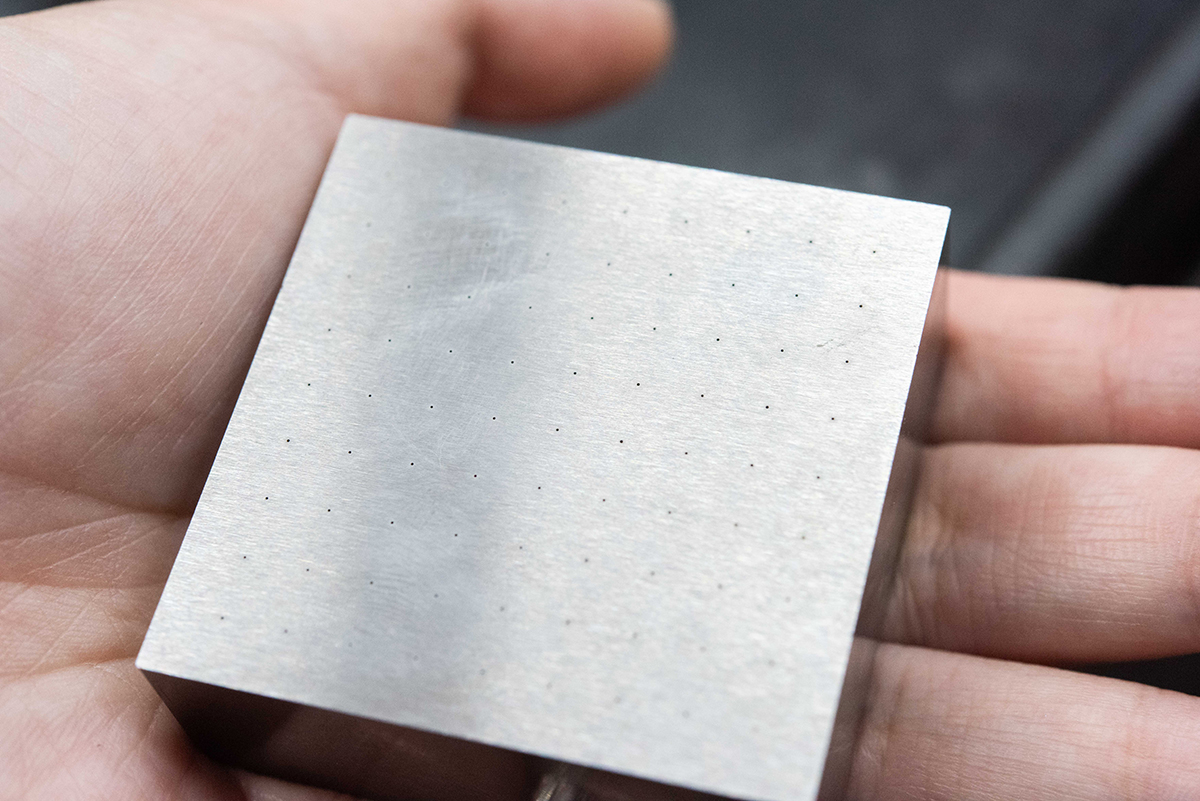
切削加工の場合、バリ(突起)が出るだけでなく、削りかすが出るので深く掘り進めにくい。その点、放電加工は穴をあける場所を選ばす、深く掘れるのが強み。また、素材に触れずに穴をあけられるので、素材の硬さを気にせずに加工できる。金型の冷却穴、切削工具の油穴などの用途があるが、これまで手がけた中では、直径0.5mmの穴を30cmの深さであけたこともある。15cmずつ両側から堀り、真ん中でピタリと穴を合わせ貫通するように加工した。
細く深い穴を掘るのを得意としている。
加工対象物の位置決めは寸分の狂いも許されないが、使っている放電加工機は汎用機、すなわちすべて手作業で精度を合わせるというから驚きだ。素材や穴の径に応じて電流の量や時間、水量を変えるのはもちろん、加工をしている際の音にも注意を払う。「ジュワ、ジュワという音が途絶えたら異常放電が起きているということ。そこですぐに作業を止め、原因を確認します。それができるのも手作業ならでは」と塩谷氏。
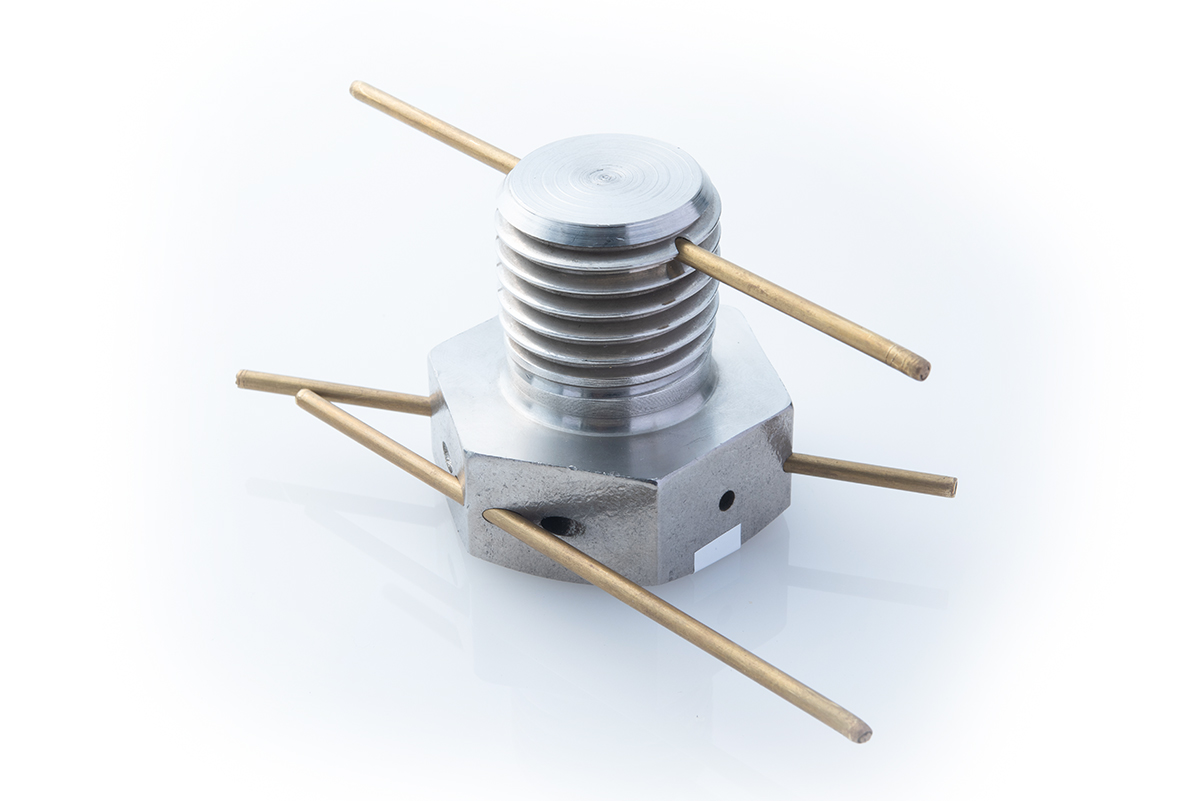
斜面やネジ穴部分からも穴を開けることができる。
10畳ほどの狭い空間に放電加工機は4台。それらを扱うのはすべて女性だ。大阪・門真市にある放電加工会社の社長が、機械もコンパクトで扱う素材も小さい細穴放電加工は女性も扱いやすいと考え、「女性が働き続けることのできる町工場」を標榜し、分離、独立させたのが2006年のこと。塩谷氏はその2年後の2008年に入社した。当時、2歳の子ども育てるシングルマザーで、パートだけでは収入が不安と考え同社の門をたたいた。細穴の中でも0.2mm以下の極細穴を担当し、「あきらめず、どうやったらできるかを考え」、技術を体得し、昨年からは工場長を任されている。「技術を人に伝える難しさを感じる毎日ですが、うちでしかできない材質、深さ、精度にどんどん挑んでいきたい」と、いきいきとした表情で語る。

工場長・広報部長 塩谷 恵美氏
(取材・文/山口裕史 写真/福永浩二)









